Left: Slow motion release using a heater trace, Right: real-time video of microhooks grasping a wire. The 200 micron (0.2 mm) diameter wire runs horizontally across the bottom of the right image. To help our small sensors tap into power and send signals out, we have developed microhooks that grab onto wires. Grasping is triggered …
Author Archives: cindy.harnett@louisville.edu
Morphing fabrics from elastic and wire
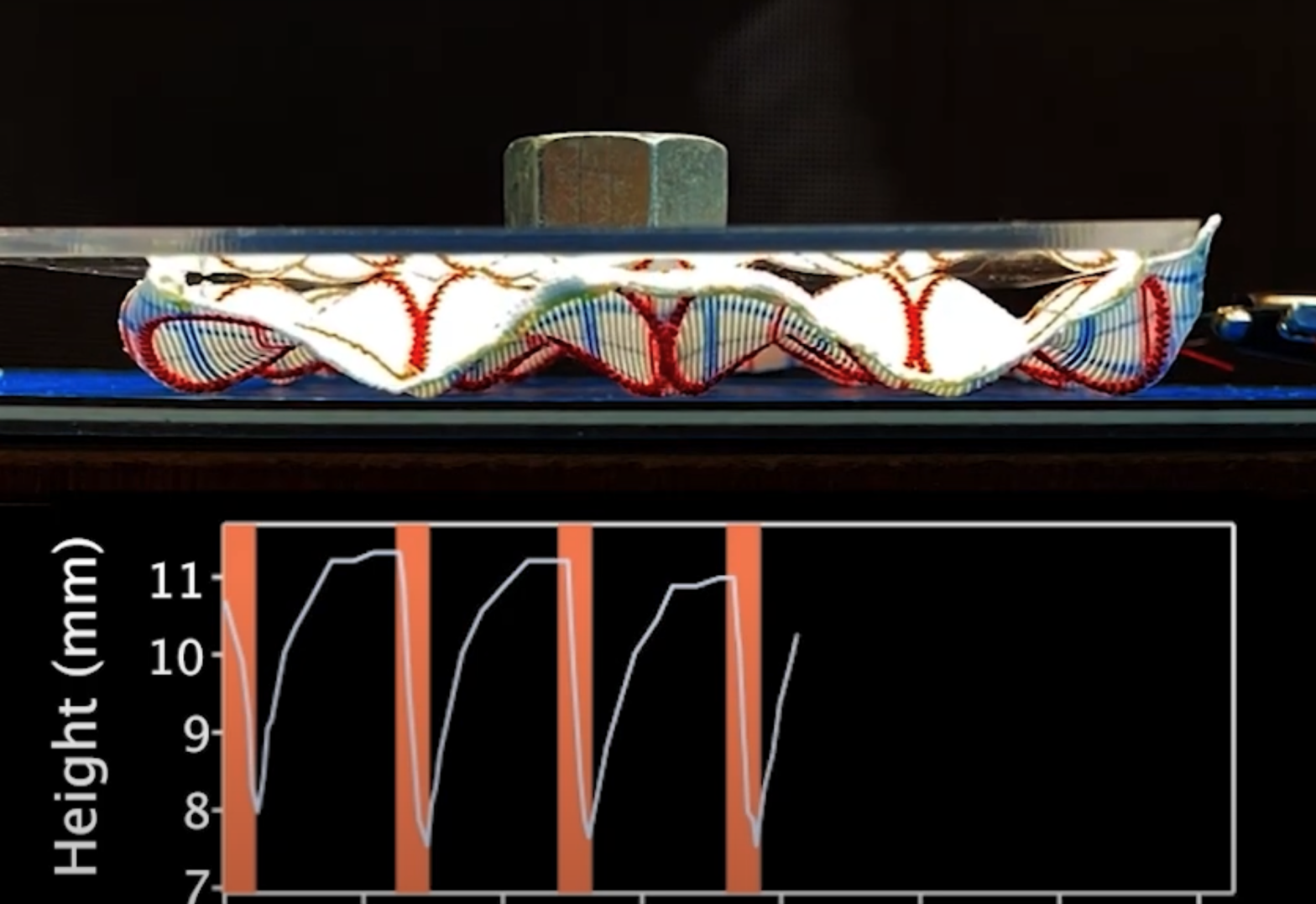
We have developed soft actuators called “Strained Elastic Membranes with Adjustable Modulus Edges” (SESAMEs). These fabric-based modules are made by stretching spandex fabric on a frame and installing shape memory wire borders using machine embroidery. When released from the frame, the SESAMEs take on a saddle shape that lets the wire bend a little and …
Bringing the current
Previous REU student Nathan Song made his way to Boston this summer to present his work at the IEEE International Conference on Flexible, Printable Sensors andSystems (FLEPS). Although the weather cancelled flights across the coast, Nathan made it. He presented a new way to connect up microdevices using flexible microgrippers to clip onto wires and …
Thermally-driven MEMS fiber grippers
In our latest paper, we investigate microelectromechanical structures (MEMS) as fiber grippers with a new focus on temperature-driven motion and resistive temperature sensing. Article here:
A porous circuit board
Our lab is thinking about how to connect flexible and stretchable electronic circuits together. Whether it’s a soft silicone stick-on “electronic tattoo” or a fabric based e-textile, no one wants to plug in a huge lumpy connector at the edge of the device. However, these circuits usually need connectors for power and communication. We are …